We utilize internal and external Cold Roll Extrusion processes. Strengths of our Cold Roll Extruded, solid-solution alloy pipes are greater than those of conventionally manufactured pipe and tube, due to the fine-grain size achieved through cold working and recrystallization.
Through our Cold Roll Extrusion manufacturing process we produce precision cylindrical shapes – for seamless power plant piping, rocket motor cases, nuclear piping applications and OCTG CRA casing, mechanical tube and components. We produce close tolerance, thin walled cylinders in materials from nickel based alloys, stainless steels, high strength steels, aluminum alloys, and other high strength-to-weight-ratio materials.
Our processes allow production of varying wall thicknesses; locally thickened areas for attachment points and weld joints, and thinner areas to maximize structural weight efficiency.
- Increases overall part length
- Can be programmed to provide variations in wall thickness and diameter
- Adaptability to maintain wall tolerance up to ± 2%
- Outside diameter: 6 to 26 inches
- Thickness: 0.134 – 0.750 inches (Heavier wall on certain sizes)
- Produces preforms for Internal Roll Extrusion process
- Two encircling die rings cold work the starting shell against an internal mandrel
- Outside diameter and wall thickness reduces as shell rotates and is drawn (or pushed) under the dies
- Process parameters control both diameter and wall thickness
- Easily adapted to producing work-hardened materials because deformation is performed at room temperature
- Deformation up to the ductility limit of the material and then subsequently annealed or stress relieved to lower strength
- Finer-grain structure for enhanced corrosion resistance
- Enhanced mechanical properties
- Properties for roll-extruded and annealed pipes are isotropic† and show virtually no anisotropy††
† Isotropic – Has the same properties in all directions
†† Anisotropy – Different properties in different directions i.e. axial, circumferential (long transverse), tension and compression

Forward and Reverse Extrusion
Uses centrifugal castings, forgings and extrusions as starting material
Forward Extrusion
Uses machined forging and extrusions and ERE product as starting material
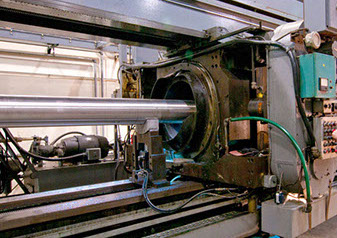
External Cold Roll Extrusion utilizes a mandrel over which the hollow is placed. Two (2) annular die rings are brought into position on the hollow. The mandrel and hollow are rotated while the die rings progress axially through a series of passes. This simultaneously reduces wall thickness and O.D. while the hollow grows in length. The I.D. remains constant.
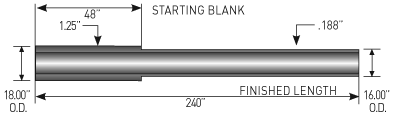
External Cold Roll Extruded cylinder typical starting blank, demonstrating material economy and axial growth in length while keeping the I.D. constant during External Cold Roll Extrusion.
The starting hollow is placed inside a one piece, cylindrical die ring. The rollers inside the starting hollow are displaced radially outward until they bite into the inside diameter of the hollow surface a controlled amount. The hollow outside diameter remains constant while the rollers produce a thinner wall with a corresponding increase in I.D. and hollow length in a single pass.
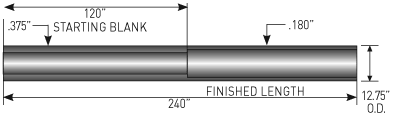
Internal Cold Roll Extruded cylinder typical starting blank, demonstrating material economy and axial growth in length while keeping the O.D. constant during Internal Cold Roll Extrusion.